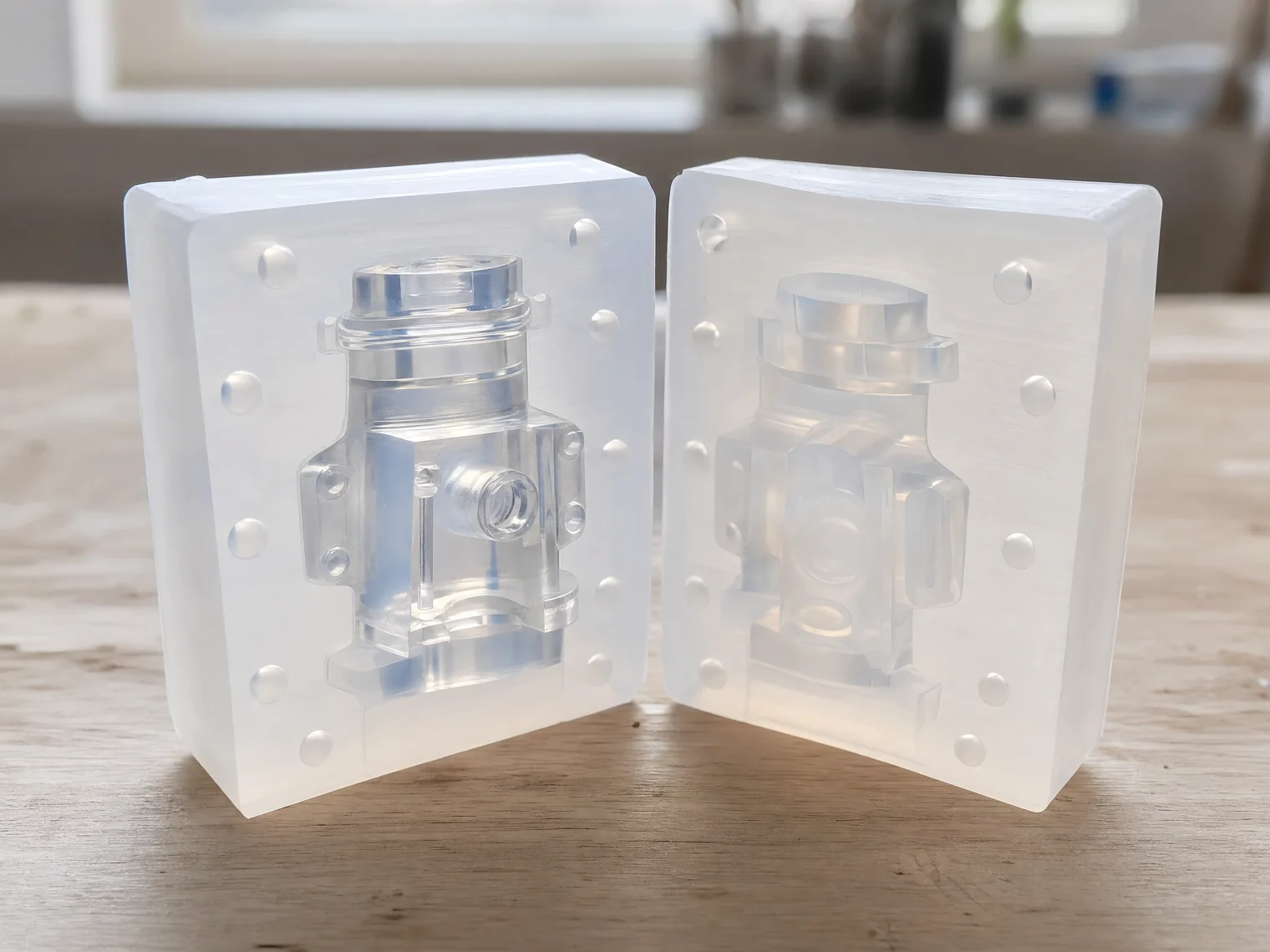
Silicone Molding
Make 10 to 500 identical parts from a printed master without the cost of injection-mold tooling. Resin, polyurethane, or food-safe silicone outputs.
- FromFrom S$300/mould
- Lead time5–7 working days
- QuoteReply in 24h
Same-day reply. No obligation.


- Shure
What we make
- 01
Resin casting
Polyurethane parts from a finished printed master
- 02
Food-safe parts
Food-safe silicone for kitchen products
- 03
Soft-touch overmolds
Hard core with a soft-touch skin
- 04
Multi-material
Two-material parts, pigment-matched to spec
- 05
Pilot runs
10 to 500 identical units, short runs
Selected work




When you need 50 identical parts, 3D printing each one is slow and inconsistent. When you need 5,000, injection molding wins. Silicone molding is the sweet spot in between: you print one perfect master, we cast everything else.
When it isn’t the right call
- 1,000+ units long-term: get injection molding tooling instead. We can build the master and pass you to a tooling partner.
- Parts with sharp internal corners or zero draft: the silicone tears when demolding. We can advise on small geometry changes.
Send us your part and the quantity you need, and we’ll work out whether silicone molding is the right fit and return a per-mold plus per-cast price.
What's included
- Two-part RTV silicone mold creation
- Polyurethane resin casting
- Pigment matching to client spec
- Multi-part assembly molds
- Food-safe silicone for kitchen products
- Soft-touch overmolds
How we make it
-
Master pattern
3D-print a hero version of the part, sanded and finished until it's exactly what every cast should look like. The mold remembers everything.
-
Mold building
Pour two-part platinum-cure silicone around the master in a 3D-printed mold box. Cures in 4–24 hours depending on volume.
-
Casting
Polyurethane resin (or food-safe silicone, soft-touch elastomer, etc.) fills the mold. Pigment-matched to your spec. Each mold yields 20–50 pulls.
-
Demold
Lift the cast part cleanly from the silicone mold. Repeat for the same part, same finish, every time.
-
Finish & QC
Trim flash, sand the parting line, paint or assemble per the spec. Each batch sample-checked against the master before pack.
Frequently asked
When should I use silicone molding instead of just 3D printing every part?
Silicone molding wins for runs of 20 to 500 identical parts. Below that, printing each one is cheaper and faster. Above 500, you start looking at injection tooling. The big advantage is consistency. Every cast pulls the same surface finish off one finished master, which is hard to match printing parts one by one on FDM or SLA.
How much does silicone molding cost in Singapore?
Molds start from S$300 each, then you pay a per-cast rate for every part pulled. We build a two-part platinum-cure silicone mold around your finished master, and each mold yields 20 to 50 good pulls before fine detail starts to soften. Send your part and quantity through the free instant-quote tool at /3dprint and we return a per-mold plus per-cast price, usually the same business day.
What materials can you cast and what finish do the parts come out with?
We mainly cast polyurethane resin, plus food-safe silicone for kitchen products and soft-touch elastomers for overmolds. Pigment is matched to your spec, and we can do multi-material parts like a hard core with a soft-touch skin. Each batch is trimmed, the parting line sanded, then painted or assembled and sample-checked against the master before it leaves the studio at 994 Bendemeer Road.
How is this different from injection molding, and what is the lead time?
Injection molding needs expensive steel tooling that only pays off past roughly 1,000 units, whereas a silicone mold is built from a 3D-printed master at a fraction of the cost. That makes silicone the right call for 20 to 500 units, fine detail, or short pilot runs. The mold itself cures in 4 to 24 hours depending on size, and casting runs follow standard turnaround of about 5 to 7 working days. If your volume grows long-term we build the master and hand you to a tooling partner.